
 Esperanto
Esperanto
 Shqiptare
Shqiptare
 Euskara
Euskara
 Zulu
Zulu
 Latinus
Latinus
 Cymraeg
Cymraeg
 தமிழ்
தமிழ்
 Slovak
Slovak
 Slovak
Slovak
 Afrikaans
Afrikaans

-
-
À propos de nous
-
Le Service
-
Les nouvelles

Centre de nouvelles
Comment résoudre les problèmes de qualité de la découpe plasma ?
Un.Couper les scories au fond
Vitesse de coupe trop rapide
L'arc peut être en retard par rapport à la vitesse de déplacement, ne pouvant pas fondre complètement le matériau ; les matériaux non fondus laissés dans la fente de coupe peuvent rester au fond de la plaque d'acier, formant des petites scories difficiles à enlever (souvent présentées sous forme de petites perles dures) ; si la vitesse est trop rapide, l'arc devient très instable, ce qui est facilement observable.“Étincelle”Phénomène de balancement, dans ce cas, l'arc peut ne pas pénétrer le métal, ou s'éteindre directement ;
 Vitesse de coupe normale2895 mm/min
Vitesse de coupe normale2895 mm/min
 Trop rapideVitesse de coupe4000mm/minutes
Trop rapideVitesse de coupe4000mm/minutes
Scories fondantes rapides au fond, fond rugueux, légèrement enfoncé.
Vitesse de coupe trop lente
L'arc fond trop de matériau, se solidifiant au fond pour former des scories plus épaisses, qui sont faciles à enlever ; en même temps, la fente de coupe s'élargit, et la taille des pièces diminue en conséquence ; si la vitesse est trop lente, en raison d'un manque de plaque d'acier fondue pour maintenir le transfert de l'arc, cela peut également entraîner une extinction de l'arc.
Hauteur de coupe (pression d'arc) trop élevée,Hauteur de coupe (pression d'arc) trop basse
L'énergie de l'arc diminue, produisant le même effet que lorsque la vitesse de coupe est trop rapide.,
L'énergie de l'arc augmente, produisant le même effet que lorsque la vitesse de coupe est trop lente ; cette situation peut également entraîner des collisions.
Courant de coupe trop faible,Courant de coupe trop élevé
L'énergie de l'arc diminueou augmente, produisant le même effet que lorsque la vitesse de coupe est trop rapideou trop lente.
Pression de gaz de coupe trop basse
L'énergie de l'arc est insuffisante, produisant le même effet que lorsque la vitesse de coupe est trop rapide.
Table de coupe
Accumulation excessive de scories sur la surface de coupe, empêchant les scories au fond d'être soufflées par le gaz de protection, s'accumulant au fond de la pièce.

Deux. CoupeSurface anormale
- Coupe incomplète
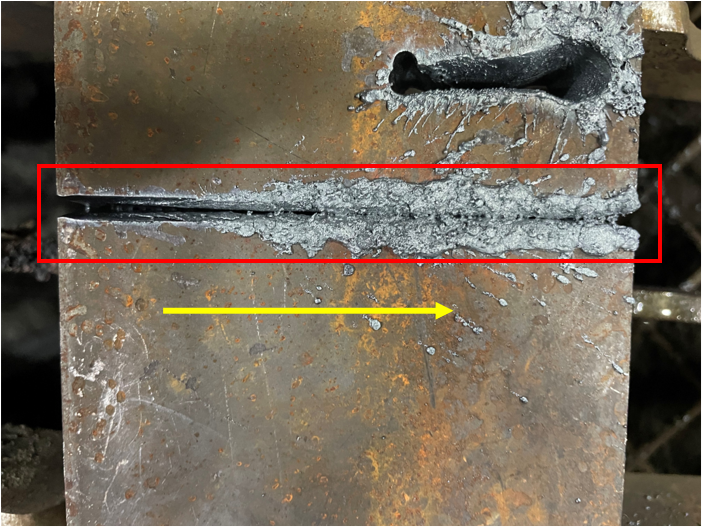
(Perçage réussi, après le début de la coupe, un phénomène de coupe incomplète se manifeste.)
Raison :Courant de coupe trop faible,Vitesse de coupe trop rapide,Pression de gaz de coupe trop basse,Hauteur de coupe trop élevée,
Panne de l'alimentation plasma..
- La surface de coupe présente des ondulations anormales, n'est pas lisse.

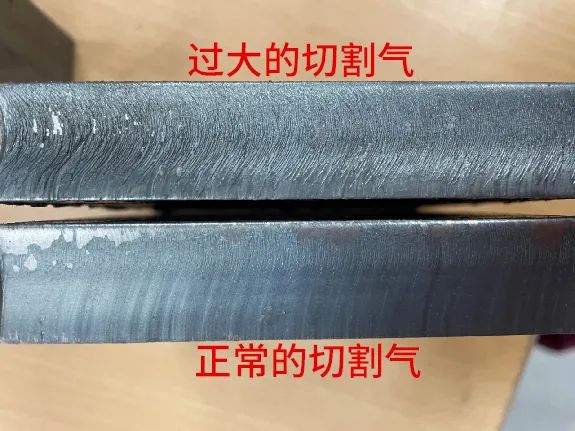
La pression d'entrée d'air externe est trop faible sur l'image ci-dessus, et la pression est trop élevée sur l'image ci-dessous.